Gehäuse bohren
Inhalt
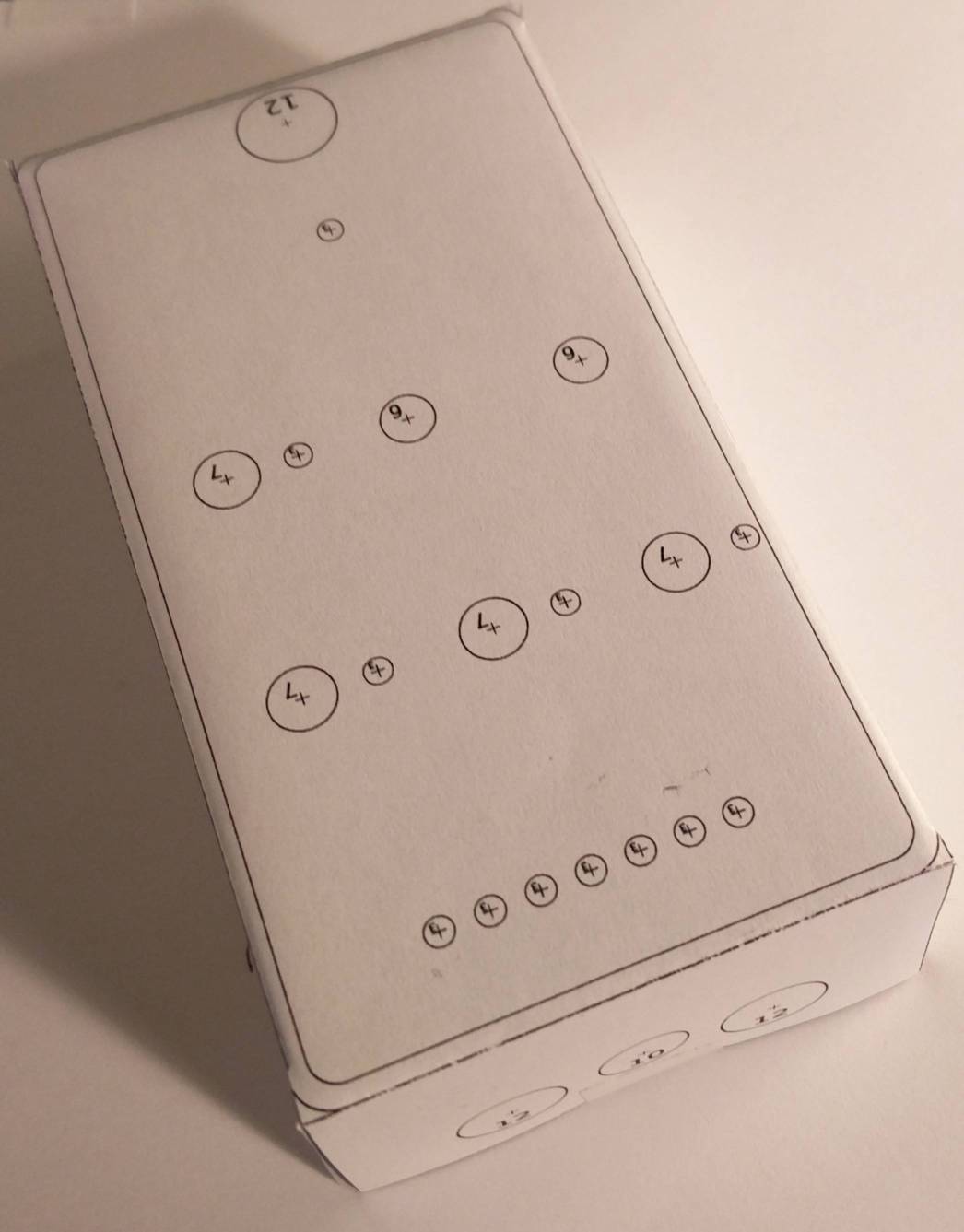
Alles beginnt mit dem Gehäuse; zuerst müssen die passenden Löcher gebohrt werden. Dazu habe ich folgende Vorlage erstellt:
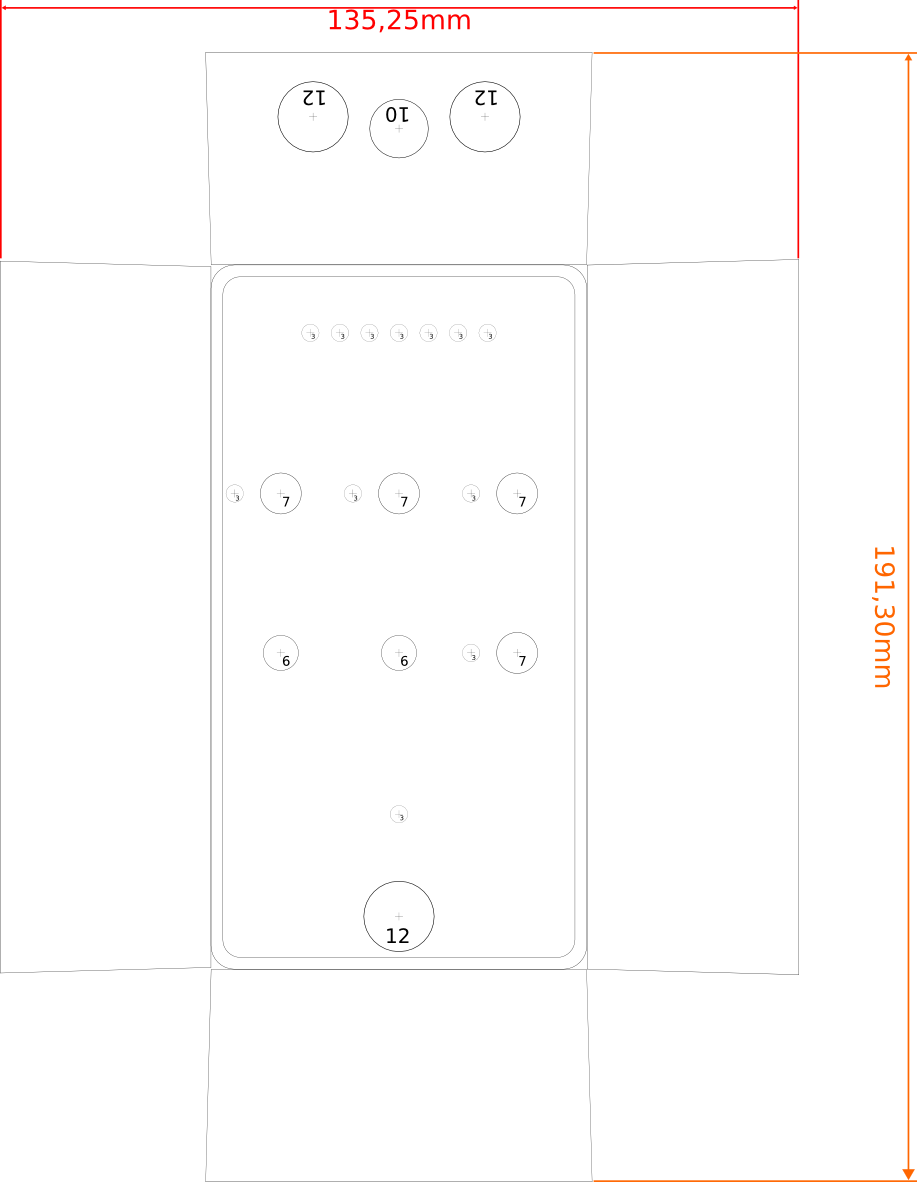
{kind=link}
Alternativ die Maße:
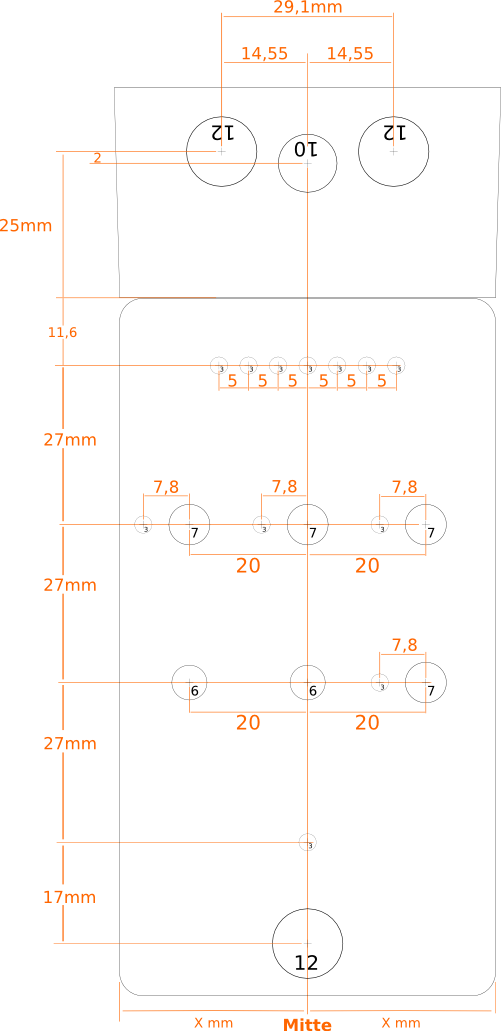
{kind=link}
Je nach Genauigkeit des Drucker muss die Schablone angepasst werden; Dazu die Skalierfunktion in den Druckoptionen nutzen. (Falls der Drucker das Bild horrizontal und vertikal unterschiedlich stark verfälscht, muss die Vorlage per Inkscape geöffnet und angepasst werden)
Man scheide die Schablone aus:
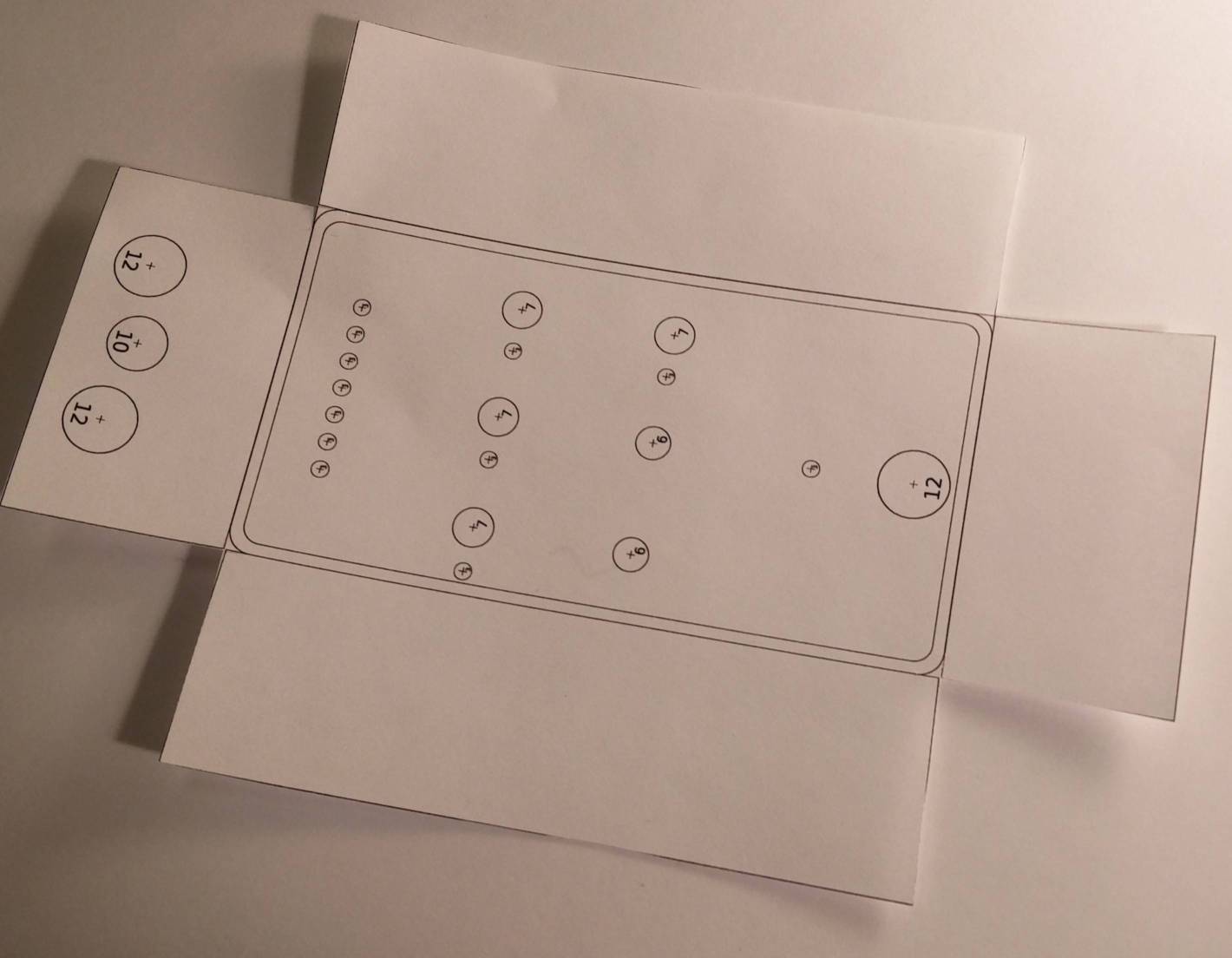
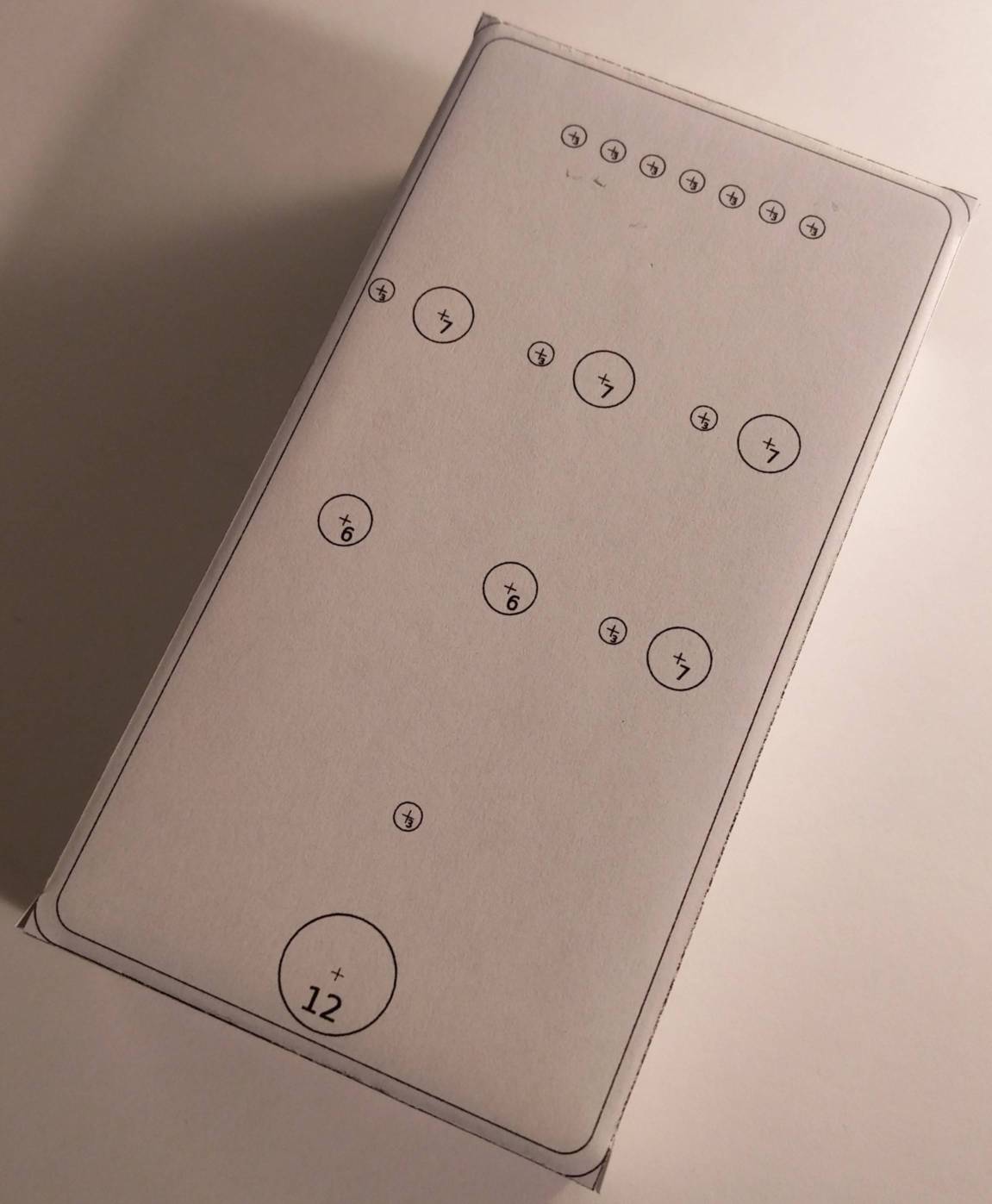
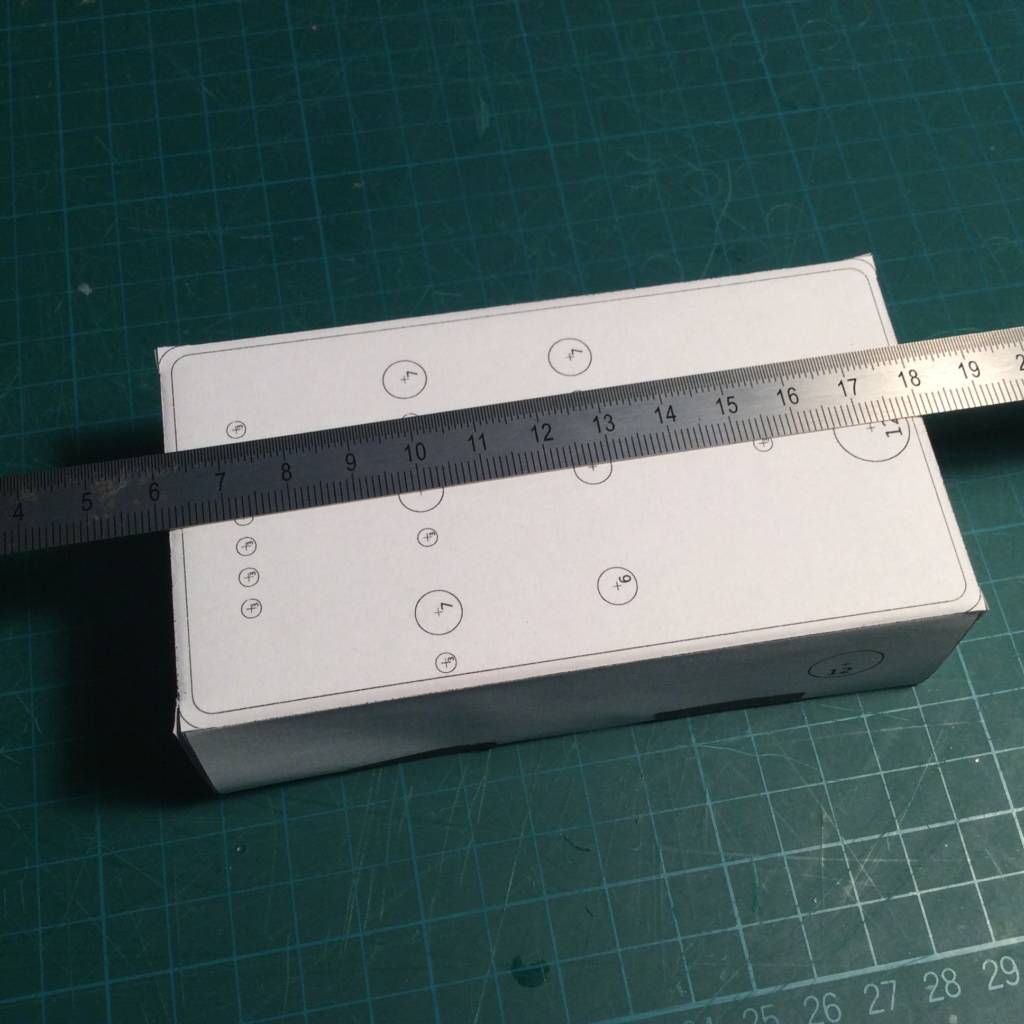
und fixiere sich an dem Gehäuse.
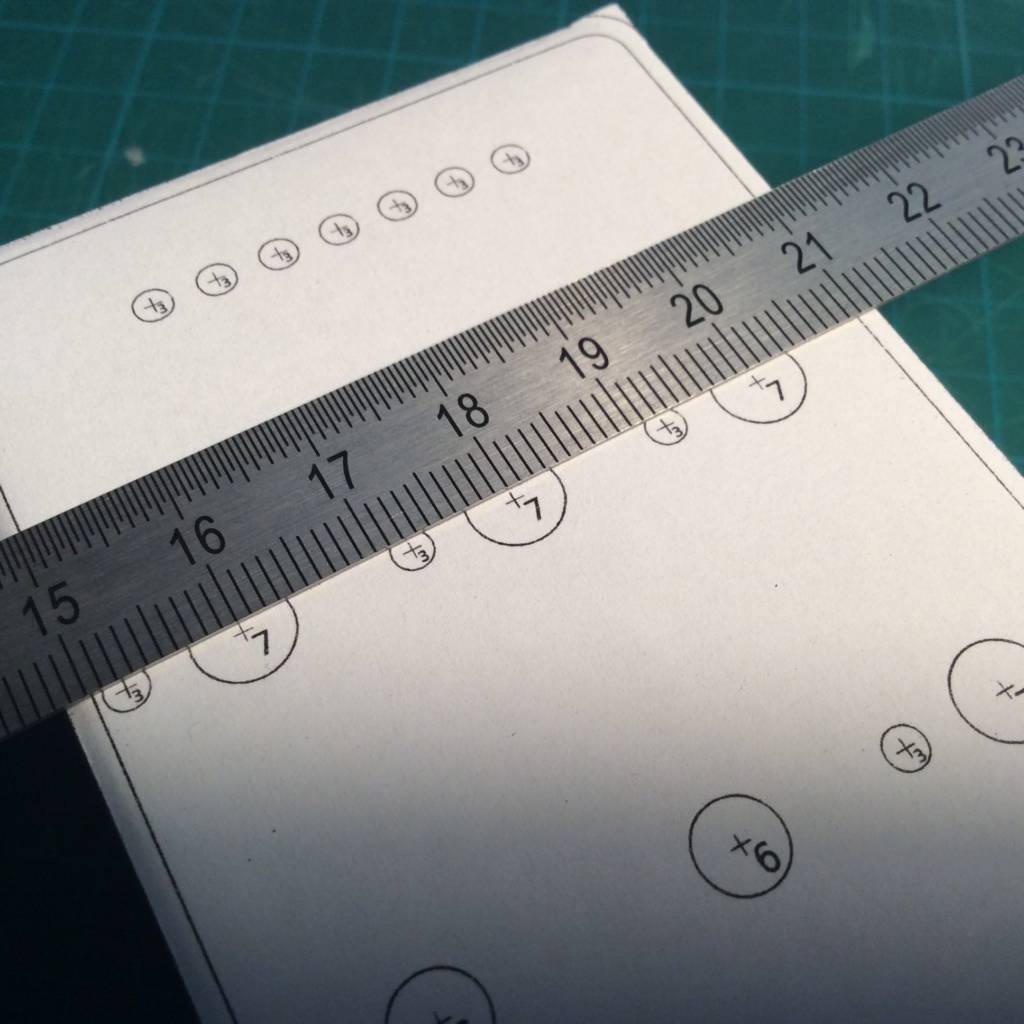
Man kann auch nochmal genau nachmessen, ob der Drucker alles richtig ausgedruckt hat. Sollabstand der Potis: 20mm
Sollabstand der Potis: 27mm
Anschließend können die Löcher angekörnt und gebohrt werden.
Alle Angaben ohne Gewähr!
Fertig gebohrt sieht das so aus:
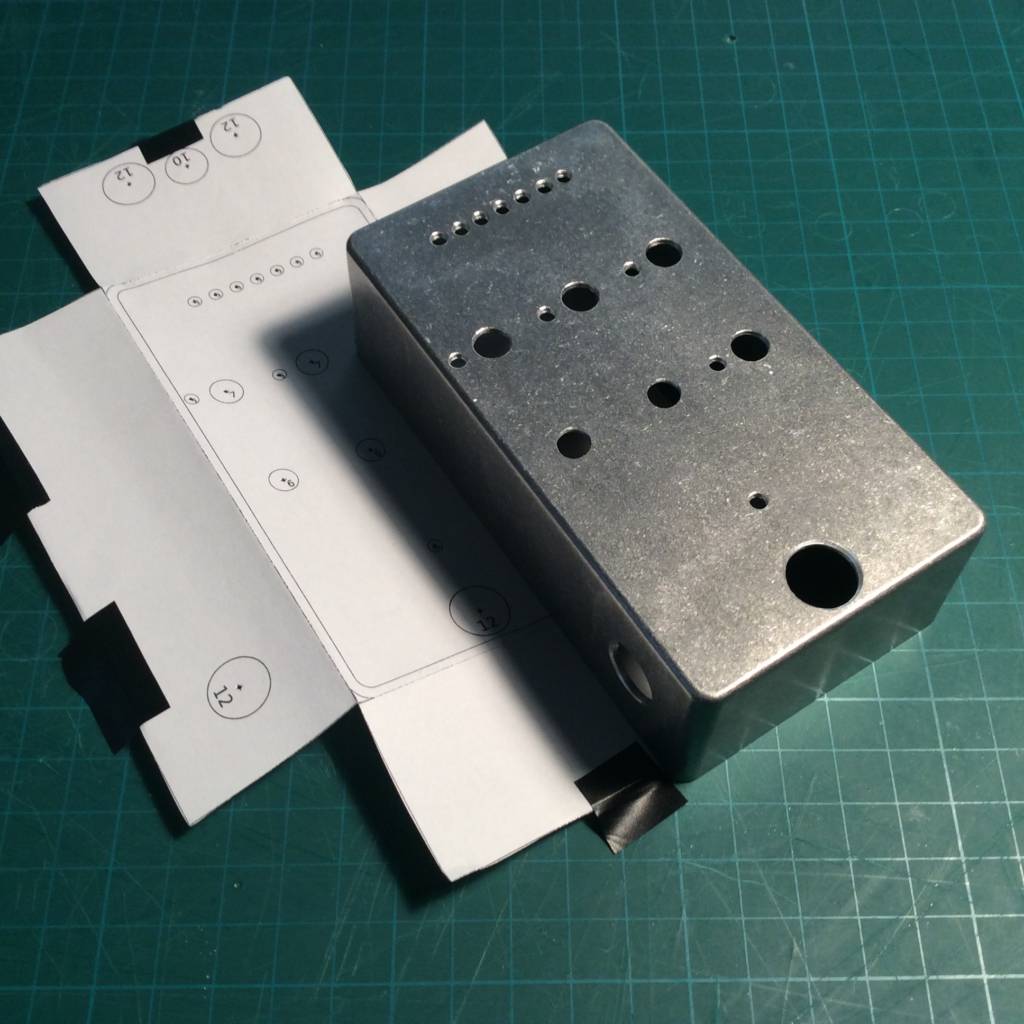
(Hinweis: hier ist noch das alte Modell mit Sidechain an der Seite zu sehen.)
Nach dem Bohren sollte unbedingt die Passform getestet werden:
- Schlägt etwas irgendwo an?
- Ist etwas im Weg?
- Passen die Lochabstände?
Bevor wir uns der Lackierung widmen können, muss das Gehäuse noch mit Stahlwolle bearbeitet werden.
Die feinen Stahlpartikel können unter fließendem Wasser abgespült werden. Das Gehäuse wirkt zwar jetzt sauber, ist es aber – wie das Reinigen mit Spiritus beweist – nicht. Damit wäre dieser Abschnitt erledigt.

Kurz vor dem Grundieren empfiehlt es sich das Gehäuse mit Bremsenreiniger zu entfettet werden.